Lift and turn rolling table control system
Lift and turn table (hereinafter LTT) is installed in thin sheet hot rolling mill production line. After sheet rolling and coiling the coil goes to distributing conveyor. LTT operates together with inlet and outlet conveyors. The conveyors are normally disposed to each other.
LTT provides maximum fast transfer from one conveyor to another without delays in conveyors operation and, respectively, hot rolling mill.
LTT consists of:
- lifting mechanism;
- turning mechanism;
- mechanisms greasing system.
LTT modernization task included replacement of turning mechanism and greasing system. At the same time it was necessary to ensure interaction with existing mill equipment, as well as with the mill automatic process control system.
Automatic control system is based on B&R PLC. Communication between main PLC, greasing system PLC, control desk PPLC is carried out via CAN network.
LTT control cabinet (SHU PPS) PLC is the main control element of turn automatic electric drive. The main PLC determines system readiness for operation on the basis of input data from sensors, adjacent systems, on the status of system separate components, adjusting parameters from control desk PPLC.
Upon system readiness operator chooses LTT operation mode from control desk: automatic or manual. In automatic mode turn cycle is carried out automatically after the lifting cycle without operator interference.
Manual mode is an adjustment mode. Operator has right to turn the table forward or backwards on creep or operation speed during manual mode in case of no interlocks from adjacent systems.
Main PLC output data is the data concerning separate units condition, table position, the whole system condition. Output data is transferred to adjacent systems, control desk and control cabinet indication elements, to mill automatic process control system. Operator receives complete information on system condition and production process progress via control desk HMI and LTT operator panel.
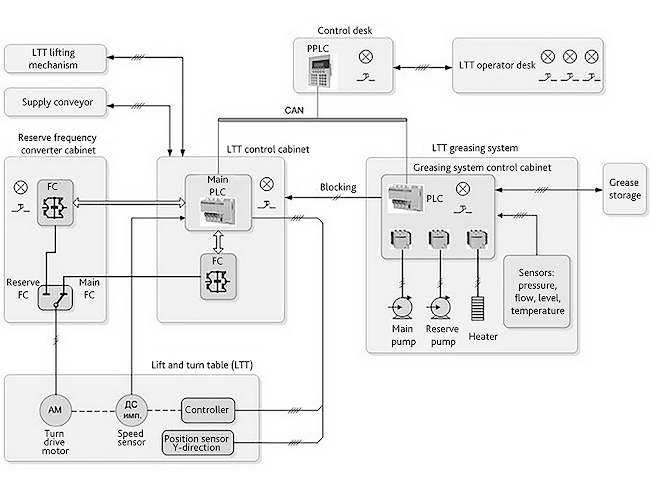
LTT turn automatic electric drive electrical equipment set consists of the following main parts:
- lift and turn table turn electric drive control cabinet as a part of main programmable logic controller (PLC) and main frequency converter;
- standby frequency converter cabinet;
- control panel with panel PLC (PPLC);
- greasing system control cabinet.
LTT turn electric drive provides high dynamics, optimum speed diagram as a function of turn actual angle, and limits stator current at the stage of gaps sampling in gearbox segments (and, therefore, the torque). Electric drive provides optimal turn time with no delays in the mill operation.
Electric drive is based on AC drive with asynchronous motor with squirrel-cage type rotor and frequency converter. Frequency converter backup ensures trouble-free operation.
Frequency converter provides 4-quadrant control with power recuperation into network. Frequency converter includes input and output filters, performs active formation of input current sinusoidal curve, thereby minimizing impact on drive network.
Control desk PPLC interface includes monitoring and settings menu, alarms and events lists. Settings parameters allow forming motion path when turning, selecting separate submodes. In particular, turn can be carried out either by speed sensor (main mode) or command device (standby mode).
Alarms and events lists allow monitoring events for the period of last 30 days, if required.
Control system as a whole is integrated into existing LTT lift drive control system, and is hierarchically connected with conveyor control system and automatic process control system upper level. Information on process of rolls moving by the table and greasing system operation is transferred to the control station for monitoring, archiving and failures prediction.
Documents
All documentsHow can we help you?
Please, contact us if you have any technical queries, requests regarding customized equipment procurement or equipment delivery time
