Система управління підйомно-поворотним столом прокатного стану
Підйомно-поворотний стіл (далі ППС) встановлений у технологічній лінії стану гарячої прокатки тонкого листа. По завершенню прокатки та здійсненню змотування листа рулон надходить на розподільний конвеєр. ППС працює в комплексі з підвідним та відвідним конвеєрами. Конвеєри розташовані під прямим кутом відносно один одного.
- механізм підйому;
- механізм повороту;
- система змащення механізмів.
Автоматична система управління побудована на базі ПЛК фірми B&R. Зв'язок між головним ПЛК, ПЛК системи змащення, ППЛК пульта здійснюється через мережу типу CAN.
ПЛК ШУ ППС є основним керуючим елементом у складі автоматизованого електроприводу повороту. Головний ПЛК на підставі вхідної інформації від датчиків, суміжних систем, про стан окремих вузлів системи, настроювальних параметрів від ППЛК ПУ приймає рішення про готовність системи до роботи.
При наявності готовності оператор з пульта управління ППС вибирає режим роботи: автоматичний або ручний. В автоматичному режимі цикл повороту здійснюється автоматично після закінчення циклу підйому без втручання оператора.
Ручний режим є налагоджувальним, в процесі якого при відсутності блокувань від суміжних систем оператор має право обертати стіл вперед або назад на повзучій швидкості або на робочій.
Вихідними даними головного ПЛК є інформація про стан окремих вузлів, положення столу, про стан системи в цілому. Вихідні дані передаються в суміжні системи, на пульт управління, на органи індикації ШУ, в АСУ ТП стана. За допомогою людино-машинного інтерфейсу ПУ та пульта оператора ППС оператор отримує повну інформацію про стан системи та про протікання технологічного процесу.
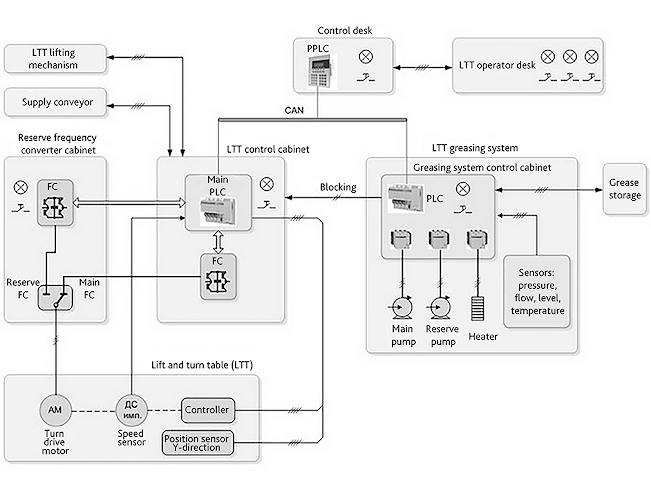
- ШУ ППС — шафа управління приводу повороту ППС у складі головного програмованого логічного контролера (ПЛК) та основного перетворювача частоти (ПЧ);
- ШРПЧ — шафа резервного перетворювача частоти;
- ПУ — пульт управління з панельним ПЛК (ППЛК);
- ШУС — шафа управління системою змащення.
Електропривод повороту ППС забезпечує високу динаміку, відпрацьовує оптимальну діаграму швидкостей у функції поточного кута повороту, а на етапах вибірки проміжків в ланках редуктора виконується обмеження струму статора (а отже, і моменту). Електропривод забезпечує оптимальний час повороту, тим самим не вносячи затримок в роботу стану.
Електропривод побудований на базі приводу змінного струму з асинхронним двигуном з КЗР та перетворювачем частоти. Для забезпечення безперебійної роботи виконується резервування ПЧ.
ПЧ забезпечує 4-х квадрантне регулювання з рекуперацією енергії в мережу. ПЧ має у своєму складі вхідні та вихідні фільтри, виконує активне формування синусоїдальної кривої вхідного струму, тим самим мінімізує вплив на мережу перетворювача.
Інтерфейс ППЛК пульта управління має у своєму складі меню моніторингу, налаштувань, списків тривог, подій.
Параметри налаштування дозволяють формувати траєкторію руху при повороті, вибираються окремі підрежими. Зокрема, поворот може здійснюватися або по імпульсному датчику швидкості (основний режим), або по командоапарату (резервний режим).
Списки тривог, подій дозволяють відстежити події в проміжку часу за останні 30 діб у разі виникнення потреби.
Система управління в комплексі інтегрується в існуючу систему управління приводом підйому ППС, та ієрархічно пов'язана з системою управління конвеєром та АСУ ТП верхнього рівня. Інформація про хід технологічного процесу переміщення столом рулонів та роботу системи змащення передається на пост управління для стеження, архівування та прогнозування відмов.
Документація
Всі документиЧим ми можемо Вам допомогти?
Якщо у Вас є технічні питання, питання щодо індивідуальної комплектації або терміну постачання обладнання, будь ласка, зв'яжіться з нами
